NOVEX Technology Co. (Німеччина)
Equipment for the production of Building Materials
Обладнання для виробництва будівельних матеріалів
Lines for the production of tongue-and-groove boards (TGB).
ОБЛАДНАННЯ ТА ЛІНІЇ ДЛЯ ВИРОБНИЦТВА ПАЗОГРЕБНЕВИХ ПЛИТ:
Така подвійна система має наступні переваги.
Лінії для виробництва пазогребневих плит (ПГП).

Устаткування для виробництва пазогребневих плит (ПГП)
із гіпсу.
Пазогребневі плити є будівельними елементами, які виробля-
ються з гіпсу (напівгідрату сульфату кальцію) і води. Вони
оснащені гребенем і пазом і використовуються як легковажні
перегородки при внутрішній обробці будівель.
Відповідно до стандартів, розміри плит, що виготовляються,
зазвичай становлять: 500 х 666 мм, які товщина – 50 -100 мм.
Пазогребневі плити прості у використанні, вогнетривкі, не-
шкідливі для здоров'я та допомагають регулювати вологість
приміщення.
Виробничі лінії для пазогребневих плит поставляються з різ-
ними потужностями залежно від побажань Замовника. Можли-
ве також постачання пересувної виробничої установки.
Короткий опис процесу виробництва.
Штукатурний гіпс, що надходить із ділянки кальцинування,
зберігається в силі.
З допомогою шнекового транспортера гіпс подається на стан-
цію зважування. Паралельно цьому змішувач подається необ-
хідну кількість води. Обидва компоненти змішуються до гомо-
генного стану за допомогою мішалок і тим самим починається
перетворення сульфату кальцію напівгідрату (штукатурний
гіпс) на сульфат кальцію дигідрат.
При необхідності для скорочення часу перебування сировин-
ного матеріалу в опоках формувальної машини до суспензії
може бути доданий прискорювач.
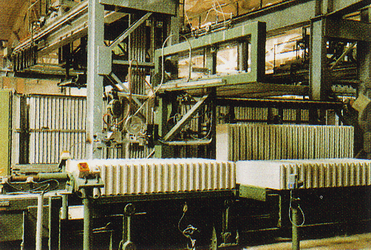
Після закінчення часу змішування суспензія заливається в
опоки формувальної машини для виготовлення ПГП і почина-
ється процес схоплювання.
Опока складається з твердохромованих формувальних камер
із дзеркальним поліруванням.

Тривалість процесу схоплювання залежить від властивостей
гіпсу, а також кількості та властивостей доданого прискорюва-
ча. Під час схоплювання формуються верхні гребені ПГП.
У процесі схоплювання пазогребневі плити виштовхуються
гідравлічним способом з формувальних камер. Пневматичний
грейфер знімає плити з опок, що ще не повністю затверділи, і
укладає їх на сушильні візки. За допомогою відповідної систе-
ми транспортування візки рейковою колією подаються до су-
шарки.
Для сушіння пазогребневих плит застосовується «штучне»
або «природне» сушіння. Штучна сушіння найбільш поширена і
є процесом швидкого сушіння пазогребневих плит в нагрітих
сушильних камерах закритого типу, а при природному сушінні
плити сушаться на відкритому повітрі, для чого потрібно більш
тривалий час.
(«Природне» сушіння доцільно застосовувати тільки в тих ре-
гіонах, де протягом тривалого періоду часу існують кліматичні
умови, що сприяють належному висиханню, тобто постійна по-
рівняно висока температура повітря, належна відносна воло-
гість і вітер.)

Після завершення процесу сушіння та виходу з сушила, плити перевантажуються захватним грейфером з вагонеток на роли-
ковий транспортер і доставляють до станції обмотки, укладан-
ня на піддони та/або упаковки.
У разі потреби можливе постачання автоматичної установки
для пакування пакетів ПГП в стретч-плівку або термозбіжну
плівку.
За допомогою навантажувача вилкового штабеля пакетів ПГП
транспортуються до ділянці складування чи безпосередньо на
станцію відвантаження.
З боку Клієнтів все частіше виникала потреба виготовляти
цілісні та порожнисті ПГП, в змінному режимі, на тому самому
обладнанні.
Така подвійна система має наступні переваги.
- Вставки пересуваються гідравлічним шляхом одночасно або
покамерно, незалежно від системи виштовхування плит із опоки.
Цей метод дозволяє створювати стільки обсягу порожнин, скіль-
ки максимально дозволяється нормативними приписами.
Наприклад, завдяки новій конструкції вставок, порожнисті ПГП
товщиною 70 мм будуть мати пр. 26% порожнин від загального
обсягу ПГП. (З традиційною технологією досягалося лише пр.
15 – 19 % загального обсягу порожнин.)
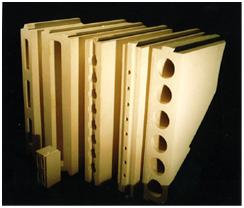
- Конусоподібна форма вставок дозволяють легке та безпере-
шкодне виштовхування готових ПГП із опоки.
(Можливі також інші форми вставок, відповідно до спеціальних
побажань Клієнта.)
- Вставки виготовляються з тієї ж високоякісної нержавіючої
сталі з жорстким хромуванням, тонким шліфуванням та глянсо-
вим поліруванням, як і всі функціональні частини опоки. Таке
виконання вставок гарантують легке виштовхування сирого ПГП
з опоки, гладку поверхню продукту, навіть усередині виготовле-
них порожнин, а також надзвичайно тривалий термін служби
обладнання.
- Оптимальну довжину вставок можна підібрати залежно від то-
го, що порожнини в ПГП мають бути наскрізними чи ні. Вставки
для кожної окремої камери формування знаходяться в одній
зв'язці і разом з нижніми рейками, виштовхувачем і гідравлічним
приводом утворюють одну функціональну закриту систему.
Порожні плити виштовхуються з опоки разом із вставками.
Після цього вставки витягуються з готових ПГП і автоматично
повертаються у вихідну позицію.
Таким чином усувається ризик утиску, зминання або деформу-
вання сирих плит у нижній частині опоки.
Такий щадний режим роботи меншою мірою навантажує маши-
ну, не вимагає підвищених зусиль для виштовхування продукції
з опоки і значно подовжує термін експлуатації всього обладнан-
ня.
Заміна (тобто монтаж та демонтаж) вставок здійснюється прос-
тим та зручним способом.
Технологія виготовлення порожнистих ПГП спочатку може і
потребує додаткових інвестицій у порівнянні з виробництвом
цілісних ПГП, але завдяки високому ступеню економії сировин-
них матеріалів та енергії ці додаткові витрати окупаються у
порівняно короткий термін.
Розміри стандартних цільних та порожніх ПГП:
- ширина: 500 мм,
- висота: 666 мм.
Враховуючи зростаючу популярність порожніх ПГП на світово-
му ринку, доцільно звернути увагу на наступні подробиці.
Порожнисті пазогребневі плити, відповідно до різних стандар-
тів, відрізняються від цілісних ПГП такими характеристиками.
Завдяки порожнім порожнинам у пазогребневих плитах
досягається наступне.
- Вага ПГП, яка зменшується пропорційно кількості та розміру
порожнин, дозволяє їх легке, швидке та економічне застосу-
вання (тобто покращуються трудові умови та терміни виконан-
ня робіт).
- Економія сировинних матеріалів (тобто гіпсу, води та доба-
вок).
- Економія енергії (тобто. економія прямо пропорційна фак-
тично зменшеній масі плит, що підлягають сушінню, залежно
від кількості та розміру порожнин).
- Зменшене навантаження на підлогу (важливий фактор при
ремонті та реконструкції старих будівель).
- Збільшення теплоізоляційної здатності плити.

Однак, порожнисті плити з гіпсу мають знижену звукоізоляцій-
ну здатність (за законом Бергера), мають низьку межу міцності
на вигин і їх виготовлення вимагає додаткові інвестиції з об-
ладнання (тобто вставки для виготовлення порожнин).
Наступна таблиця показує співвідношення зменшеної звуко-
ізоляційної здатності порожнистих пазогребневих плит з гіпсу
в порівнянні з цільними плитами.
* * * * *