NOVEX Technology Co. (Німеччина)
Equipment for the production of Building Materials
Обладнання для виробництва будівельих матеріалів
1.3) EQUIPMENT AND LINES FOR GYPSUM PRODUCTION: Gypsum lines using a rollermill.
ОБЛАДНАННЯ ТА ЛІНІЇ ДЛЯ ВИРОБНИЦТВА ГІПСУ:
Виробництво гіпсу. Лінії гіпсу із застосуванням роликового
млина.

Виробництво гіпсу із застосуванням роликового млина.
Процес швидкого кальцинування із застосуванням роликових
млинів в першу чергу застосовується для виробництва штука-
турного гіпсу з більш коротким часом схоплювання, що вико-
ристовується для виготовлення гіпсових будівельних елемен-
тів, таких як гіпсокартонні плити, плити гіпсоволокнисті, гіп-
сові пазогребневі плити і блоки.
Загальні інвестиційні витрати за системою кальцинування з
роликовим млином нижчі, ніж у разі систем тривалого каль-
цинування, оскільки технологічні операції подрібнення, су-
шіння та кальцинування відбуваються одночасно (менша
потреба у виробничих площах, менші розміри виробничих
приміщень, низькі інвестиційні витрати на обладнання).
У системі кальцинування з роликовими млинами обсяги спо-
живання теплової енергії менші, порівняно з системами три-
валого кальцинування. Роликові млини мають більш флекси-
бельні експлуатаційні властивості, періоди запуску та виклю-
чення коротші, ніж у систем тривалого кальцинування.
Попередньо роздроблений натуральний гіпс (гіпсовий камінь)
або суміш натурального гіпсу та синтетичного FGD гіпсу пере-
мелюються, сушаться, кальцинуються та сортуються у роли-
ковому млині.
Роликовий млин поряд з натуральним гіпсом здатний одно-
часно переробити до 45% вологого синтетичного гіпсу FGD і
до 10% подрібнених відхідних гіпсокартонних плит. Характе-
ристики та розмір фракції продукту можуть змінюватись у ши-
рокому діапазоні.
Одна установка з роликовим млином здатна виробляти понад
100 тонн штукатурного гіпсу на годину. Максимальний роз-
мір фракції натурального гіпсу становить близько 50 мм.
Попередньо роздроблений сировинний матеріал подається
до роликового млина за допомогою дозуючої стрічки. Поворот-
ний клапан установки необхідний для захисту стрічки, що до-
зує, від високих температур, а також для запобігання попадан-
ню надмірної кількості повітря в систему кальцинування з
навколишнього середовища.
Бічний завантажувальний пристрій забезпечує рівномірну по-
дачу вихідної сировини до центру робочого столу (жолоба)
для подрібнення.
Три стаціонарні подрібнювальні ролики обертаються на рота-
ційному столі подрібнення. Сировинний матеріал потрапляє
під подрібнюючі ролики і в кільцевому жолобі ротаційного сто-
лу подрібнюється, під тиском регульованого роликів і за допо-
могою косного пересування матеріалу в жолобі.
Необхідне зусилля тиску роликів створюється за допомогою
гідропневматичної системи.
Під час запуску установки ролики піднімаються для зменшен-
ня навантаження пускового поворотного моменту. Подрібню-
ючі ролики опускаються за допомогою гідропневматичної сис-
теми рівня регульованого контактного тиску. Безпосередній
контакт між металевими поверхнями установки (тобто між ро-
ликами та жолобом) запобігли протягом всієї робочої операції,
в результаті чого весь технологічний процес відбувається
гладко.
За допомогою контакту між вихровою подушкою, що створю-
ється над ламельним кільцем млина і виробничими газами пе-
чі, що піднімаються, здійснюється передача тепла для про-
цесу кальцинування гіпсу.
Роликовий млин та динамічний класифікатор об'єднані в один
компактний блок. У класифікаторі сепараторне колесо, що
обертається, розділяє перемелений і висушений матеріал на
готовий продукт і на крупнозернисті фракції.
Крупнозернисті фракції повертаються у центр зони подрібнен-
ня. Готовий кальцинований продукт залишає класифікатор
разом із виробничими газами та сепарується у системі фільт-
рації.
Гарячі гази для розігріву роликового млина виробляються в
окремому генераторі гарячого газу. Мазут, паливне масло та
природний газ можуть бути використані як паливо. Подача
палива здійснюється повністю автоматично, залежно від по-
треби встановлення теплової енергії.
Для системи кальцинування із застосуванням роликового
млина реко-мендується застосовувати посередню систему
охолодження штукатурного гіпсу з ротаційним барабанним
трубчастим охолоджувачем, з метою запобігання безконт-
рольній кальцинації гарячого матеріалу.
Для підтримки постійних режимів охолодження штукатурно-
го гіпсу в охолоджувачі, вхідна температура повітря, що охо-
лоджує, контролюється з метою запобігання перепадів тем-
ператури, що виникають через різниці в температурі навко-
лишнього середовища вдень і вночі, взимку і влітку. Рівень
розчинного ангідриту (AIII) зменшується за допомогою кон-
трольованого збору пари, що виділяється в ході технологіч-
ного процесу.
Бажана вивантажувальна температура продук-
ту регулюється потоком повітря, що охолоджує.
Отриманий готовий штукатурний гіпс (кінцевий продукт) дуже
однорідний і гомогенний. Сприятливий термічний ККД досяга-
ється за рахунок повторного використання більш ніж 50 % від-
працьованого газу, а також при використанні попередньо на-
грітого повітря з охолоджувача як повітря для генератора га-
рячого газу. Така рециркуляція відпрацьованих газів сприяє
утворенню певного вмісту водяної пари під час процесу каль-
цинування, що у свою чергу позитивно впливає на якість гото-
вого продукту щодо відсоткового вмісту Ангідриду III, а також
на настановний час встановлення та на обсяги продукції, що
випускається.
Специфічні особливості процесу кальцинування із
застосуванням роликового млина.
- Подрібнення, сушіння та кальцинування здійснюються в од-
ному процесі.
- Трироликова стабільна та щадна система дроблення та по-
мелу матеріалу.
- Низькошумна робота установки, відсутність вібрацій.
- Прості та зручні технологічні режими робіт.
- Динамічний класифікатор продукції інтегрований у встанов-
лення.
- Високий термічний ККД завдяки рециркуляції знепиленого
топкового газу, відпрацьованого газу та попередньо нагрі-
того повітря, що охолоджує.
- Зручний контроль за процесом кальцинування.
- Продуктивність до 100 тонн на годину продукції стандарт-
них розмірів на одній установці.
- Проста конструкція, виконана з перевірених та надійних ма-
теріалів.
- Невеликий обсяг споживання електроенергії.
- Максимум зручності при обслуговуванні та експлуатації.
- Порівняно невеликі інвестиційні витрати.
Спрощена схема технологічного процесу:
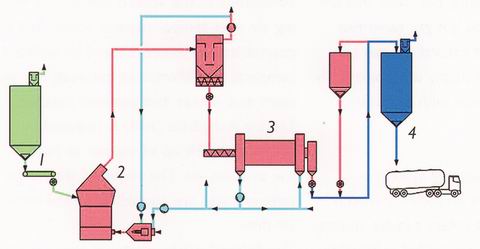
Позначення:
1. Система подачі матеріалу
2. Роликовий млин для подрібнення та кальцинування
3. Охолоджувач продукту
4. Складування готового продукту
* * * * *